■TOP
| □ロウ付けバイト | □製作品(ロウ付けバイト) |
| □バイトの研ぎ方 | ⇒ロウ付けバイトができるまで |
| □トラブルと対策 | |
 |
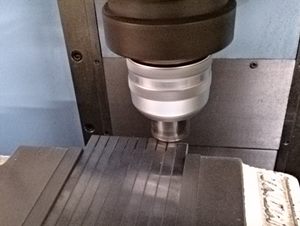
ロウ付けバイトの作り方 |
・NC・カム式自動旋盤、ペンチレス用のロウ付けバイトです。 ・製品が出来るまでの大まかな作業工程です。 ・製品の形状により作業が異なります。 |
|
| 備考 | |||||
| バイトシャンク | シャンク材質はS45Cです | ||||
| ロウ材 | 板銀ロウ(銅板サンドイッチタイプ) | ||||
| フラックス | ろう接用特殊溶剤 水に溶かしてシャンク、銀ロウ、チップに塗ります。 |
||||
| シールピール | 防錆工具保護カバー | ||||
| フライス加工 | |||
|

| 寸法検査 |
| フライス加工 | |||
|
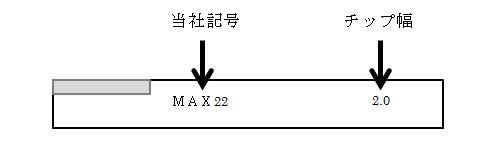
| プレス刻印 | |||
|
| バリ取り |
| 洗浄 |
バイトシャンク(溝加工部分)、銀ロウ、チップを洗浄 (手の油を含む油分などの除去) |
| 溝加工したところにフラックスを付け銀ロウ、チップをのせる |
| 高周波ロウ付け | |||
|

| 焼きなまし | |||
|

| バレル研磨 |
バレルに研磨石、コンパウンド、水を入れバイトを研磨 |
| 洗浄 |
バレルからバイトを取り出し洗浄 |
| グラインダーで余分な銀ロウをとる(GC砥石) |
| バリ取り |
| 平面研削盤でチップ面の研磨 | ||
|

| 平面研削盤でシャンク面の研磨 | ||
|

| 最終検査 |
寸法、ロウ付け不良が無いかなどの検査 |
| 電解マーキング |
フェルトに電解液を浸み込ませ、材質(MAXシリーズ)、型式をマーキング |
| 刃先をシールピールでコーティング |
■TOP
ローヤルMAXは大成産業株式会社の商標登録です。
掲載された写真・図表・データなどの無断転記を禁止します。